| |
 |
|
 |
| |
 |
联系人:钦旭伟
手 机:13706186832
地 址:无锡市锡山区羊尖镇严家桥
邮 编:214109
电 话:0510-88301971
0510-88302941
0510-88300286
传 真:0510-88301961
网 址:www.wxzhongya.com
邮 箱:zhongya123@sina.com
|
|
 |
| |
| |
|
|
 |
|
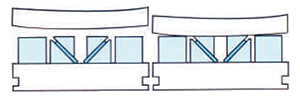
| 浮动磁垫 | | |
● 浮动磁垫对粗糙或异形表面的吸持有独到作用。
● 磁垫由2块45号钢块组成,在吸盘消磁状态下和工件自然接触。一旦充磁,它们可以吸住工件,并处于定位状态而不变形。
● 因此,弯板可以在没有内应力的舒展状态下进行平面和台阶的加工,加工好的弯板在加工后不变形!
灵活/低成本/高效
无需夹具实现5面加工,操作步骤少。
无需电源安全,无内热,无变形。
整个表面平均夹紧提高加工质量,延长刀具寿命。
灵活的切削加工可快速装夹,也可侧面夹持,角度切削。
自我调节的磁垫可夹持和支撑不规则形状的工件。
强大的夹持力完全可以达到甚至超过切削所需夹持力。
切削参数:
切削量TMAX=G×P×V G=切削宽度 mm
P=切削深度mm V=进给速度 mm/min
切削量TMAX=A×△ L1=工件长度mm
L2=工件宽度mm A=工件表面积mm2
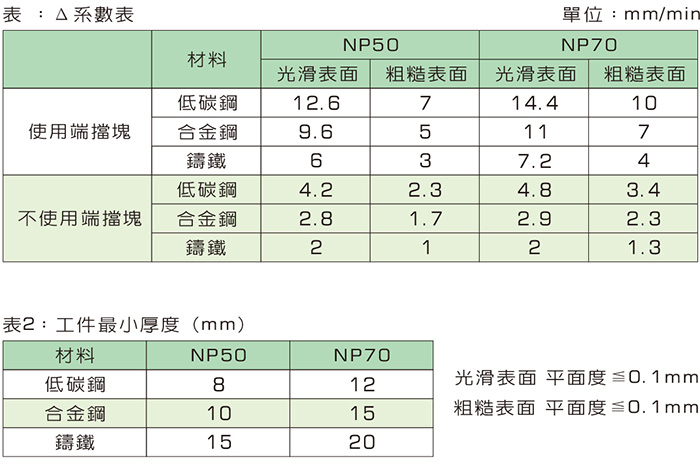
△=系数mm/min
注意
以上列表中的数据只是指示性的。数据是按照理论数値推算得出,其测试条件为:工件L1/L2≦2,H/L2≦1,且工件正确地安装在磁盘上。这些数据建立在工件最小厚度需要满足如表2。如工件厚度小于最小厚度,数据将会按比例缩小。
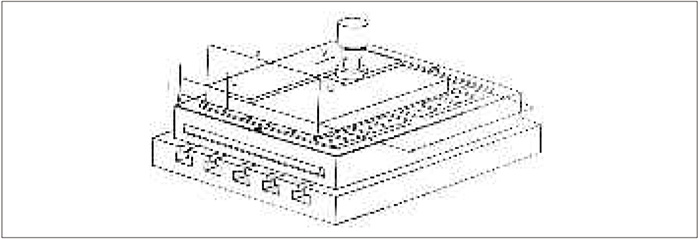
尺寸图
举例
加工材料为A3钢的工件平面:L1=400mm L2=200mm H=30mm
工件平面度公差0.1mm不使用任何端钢板
加工机床条件:进刀速度750mm/min 切削宽度100mm
选NP70型号,现在计算其最大切削深度P为多少?
根据工件材料和表面粗糙度要求查系数表可知△4.8
切削量公式TMAX=G×P×V=Ax△
因此:切削深度P=(A×Δ)/ (G×V)
P= (200×400×4.8)(100×750)5mm
结论:切削深度小于5mm,工件不会在磁盘上运动,
超过5mm的切削深度会引起工件在磁盘上的移动。
| | | | [返回] [打印] |
|
|
|
|